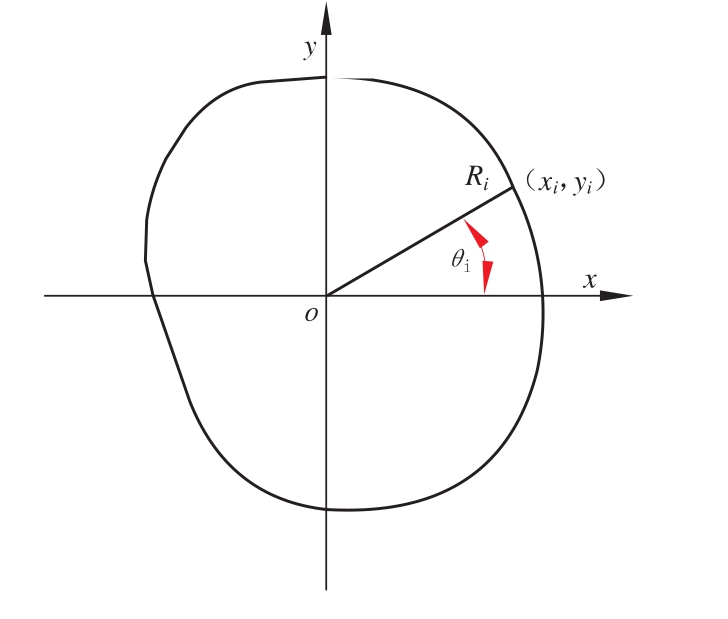
图1 测点坐标示意图
应用与开发
高财禄1,张艳梅2,李 刚2,李洪臣2,杨超雄2
(1.秦皇岛核风设备有限公司,河北 秦皇岛 066206;2.中油宝世顺(秦皇岛)钢管有限公司,河北 秦皇岛 066206)
摘 要:为了提高钢管椭圆度的测量精度和自动化程度,基于激光测距传感器和最小二乘法的圆心算法,结合工厂MES系统中钢管管号信息共享、测量数据的保存和分析等功能,设计开发了一款全自动直缝钢管椭圆度测量仪。该测量仪安装在改造后的称重测长设备上,既兼顾保留原有系统称重测长的功能,又增加椭圆度、周长、直边的测量功能,功能设计合理,构造更加简化,达到运行稳定可靠、便于维护的目的,并且换道方式快捷方便,可以更好地满足实际生产中的测量需要。
关键词:钢管;椭圆度;激光测距;设计
随着工业4.0概念的提出以及钢管质量要求的不断提高,钢管生产系统及过程日趋智能化,网络化分布式生产设施的建设必不可少。椭圆度是钢管外观质量测量的关键指标,直接影响到钢管在施工现场的对接效率和对接质量,是用户对钢管质量优劣最直接的“体验”。以前,钢管出厂前的椭圆度测量依靠内径千分尺人工测量,测量结果受人为因素影响较大,测量过程繁琐,重复性差。
针对目前直缝钢管椭圆度的测量需求,基于激光测距传感器和最小二乘法的圆心算法,结合工厂MES系统中钢管管号信息共享、测量数据的保存和分析等功能,设计开发了一款全自动直缝钢管椭圆度测量仪。椭圆度测量仪安装在改造后的称重测长设备上,既兼顾保留原有系统称重测长的功能,又增加椭圆度、周长、直边的测量功能,功能设计合理,构造更加简化,达到运行稳定可靠、便于维护的目的。换道方式快捷方便,可以更好地满足实际生产中的测量需要。
椭圆度作为钢管端部的重要几何尺寸,在保证管道施工进度和质量方面有着重要意义。本研究利用最小二乘法原理设计该旋转极坐标钢管椭圆度自动测量设备,可以保证椭圆度和周长自动测量精度。实际上,椭圆度误差反映了实际圆与理想圆的径向偏离程度,圆导轨的平面度则反映了实际圆与理想圆的轴向偏离程度。用钢管圆度测量仪测量钢管圆度时,实际被测表平面的位置用极坐标 (Ri,θi)表示,其中Ri是半径偏差的观测值,θi是测点的位置相角,该测点的坐标如图1所示。
图1 测点坐标示意图
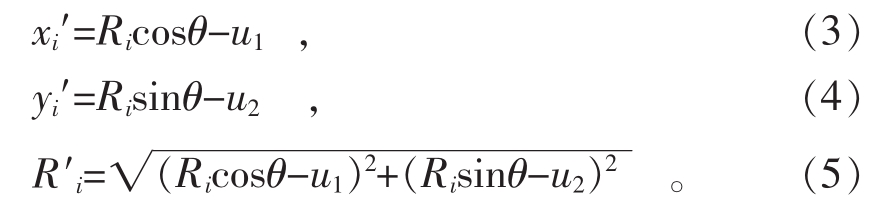
直角坐标 (xi,yi)为
令最小圆心的坐标为 (u1,u2),则相对于此圆心各测点的坐标 (xi′, yi′) 和半径 Ri′分别为:
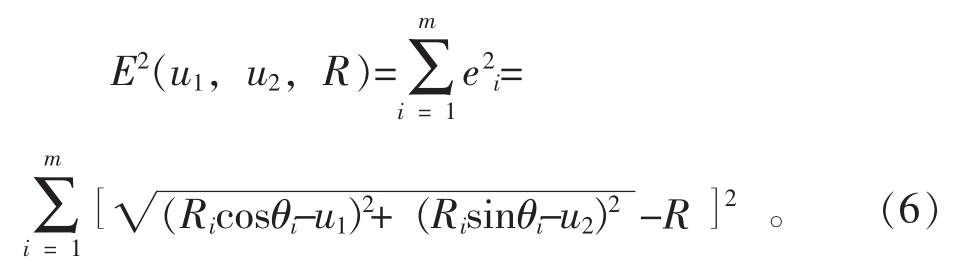
最小二乘圆心的坐标 (u1,u2)应这样确定,它使半径误差 ei=(Ri′-R)2和E2为最小, 其中 E2的计算方法见式(6)
这是个非线性最小二乘问题,求解比较困难。实际上,根据椭圆度误差精度测量的特点,在测量之前必须调整零件的回转轴线,使u1、u2之值极小,满足所谓的 “最小偏差假设”;并且,零件的椭圆度误差和其半径相比是微量,称为小误差情况,在这两种情况下半径误差ei可表示为
于是,得到最小二乘法的线性模型
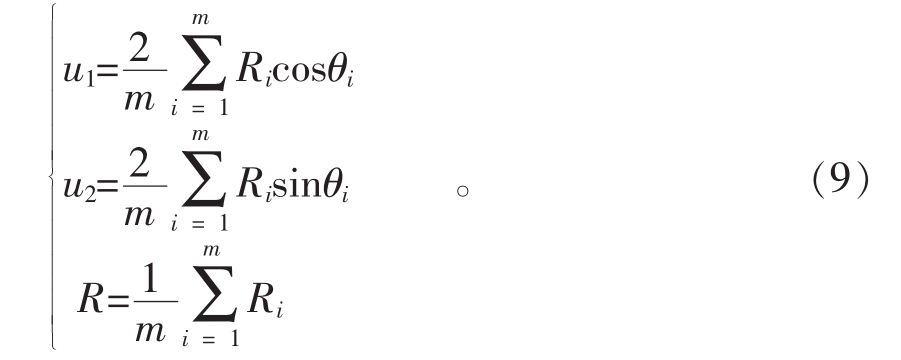
半径偏差Ri相当于高度偏差,平均半径R相当于截距,因此,由公式(8)可得最小二乘圆心和半径分别为
最小外接圆法只适用于外圆,以包容被测圆轮廓且半径为最小的外接圆圆心为圆心,所作包容被测圆轮廓的两同心圆半径差即为圆度误差。
椭圆度测量仪可自动完成被测大直径钢管两端的椭圆度、外圆周长以及直边的在线测量,实现测量结果显示、存储和数据上传,并在椭圆度超标钢管最小直径处自动喷涂标记。
钢管外径:Φ508 mm~Φ1 422 mm。
长度: 8.0~12.5 m。
钢管直度:管端弯曲度≤4 mm/m,管体弯曲度≤3 mm/m,全长弯曲度≤30 mm。
(1)钢管两端各测量一次,测量位置距管端100~300 mm,可手动控制。
(2)椭圆度测量精度为±0.1 mm;单端采集360个数据点,每度一个点。
(3)外周长测量精度为±1 mm。
(4)测量速度≤1 min/每圈。
(5)采样密度为720个采样点/每圈。
(6)喷标速度≤1 min/每圈。
(7)椭圆度超标喷标标记尺寸≤Φ40 mm,周长超标做条形标记。
(8)测量数据可按预设格式生成并保存,数据项包括椭圆度、平均直径、周长和直径最大及最小值等,同时自动传输进MES系统,无需手工录入。
(1)项目采用旋转极坐标的测量方法对直缝焊管椭圆度进行测量。
(2)对称重测长设备进行改造,采用丝杠定位平台。
(3)换道时输入钢管规格,设备自动调节至相对应的测量中心点位置,保证换道简单迅速。
(4)根据钢管规格不同,采用最佳的采点数,保证测量精度在0.1 mm,并且满足生产节奏。
(5)改造后的设备美观大方,具有保护、防护装置。
对于椭圆度的测量可以利用直接或间接方法来测量。传统的测量方法如利用长度测量工具等,测量工具本身存在误差,再加上读取测量结果的人为误差,所以在测量精度上存在着明显不足。本研究中在椭圆度测量臂上安装的对射传感器检测到钢管管端后,测量臂开始360°旋转,在旋转过程中,测量臂上的激光传感器进行相对位置数据的实时测量,每隔0.5°采集1次相对位置数据,将测量结果传输到数据采集单元中,由数据采集单元将结果传输至工控机中;两管端测量硬件和原理相同,测量臂旋转1圈,记录相对位置数据720次,工控机内测量软件将数据进行分析编写,得出椭圆度和周长数据值,并描绘出椭圆度测量图形。
钢管椭圆度测量仪功能如图2所示。图中工控机连接数据采集单元A和B,完成管径数据测试和记录;连接MES服务器,将测量结果实时上传至MES服务器中,并将测量结果由服务器回传至称重测长记录输入功能界面;连接采控板A和B,完成测量臂的旋转和激光传感器触发数据采集等控制功能。
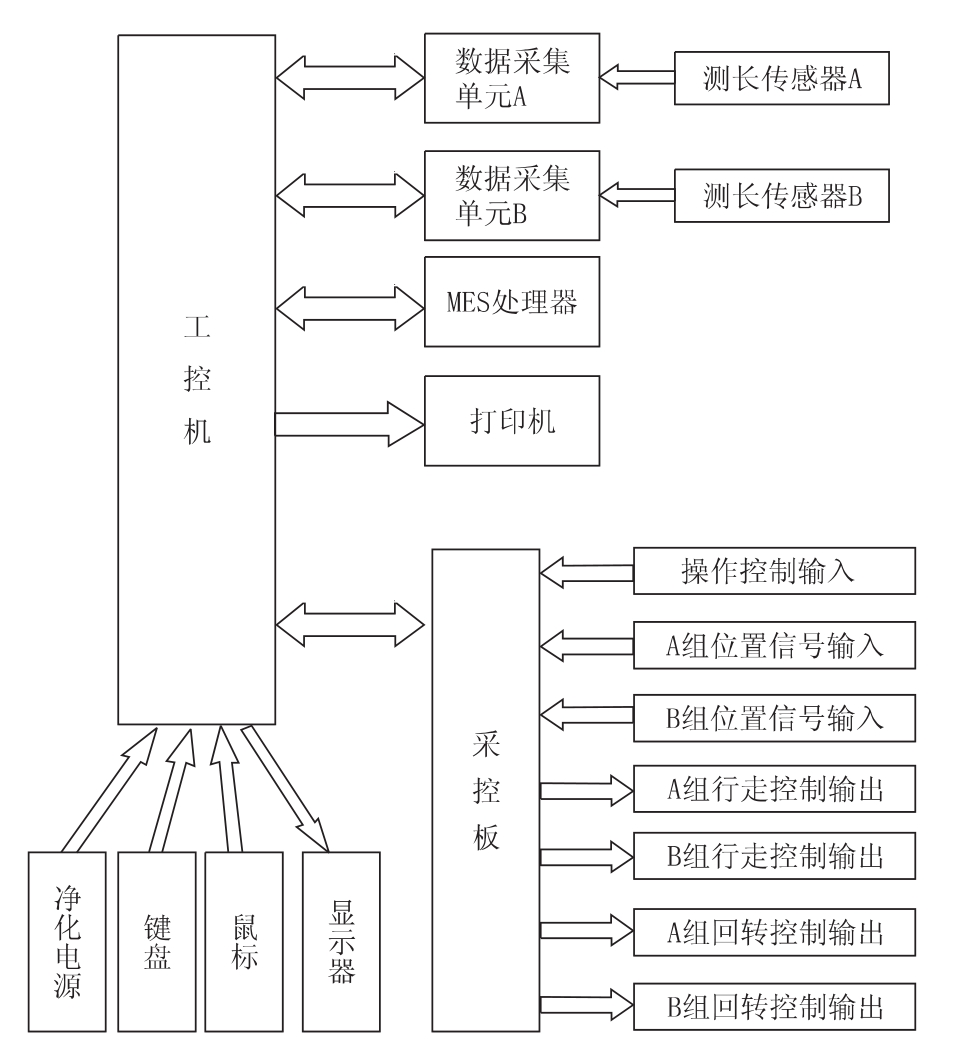
图2 钢管椭圆度测量仪功能框图
椭圆度测量仪结构设计如图3所示。主要由移动小车、圆心升降调节机构、圆心水平调节机构、回转测量机构、测杆装置、限位装置和喷标装置等组成,回转测量机构如图4所示,限位装置如图5所示。
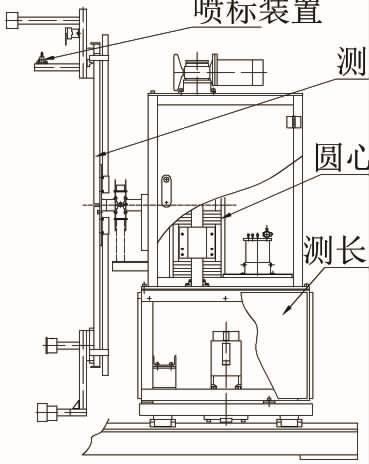
图3 结构设计总体示意图
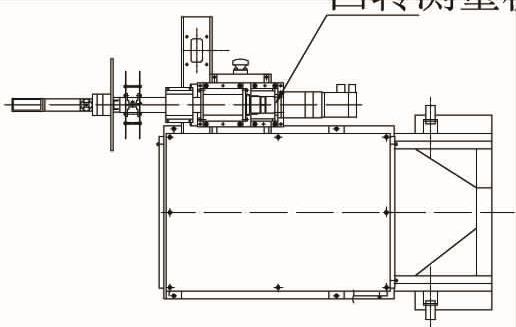
图4 回转测量机构示意图
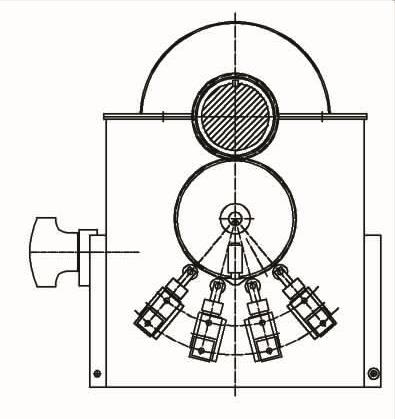
图5 限位装置示意图
移动小车利用原测长小车伺服电机驱动系统,在原导轨上做前进或后退运动;圆心升降调节机构安装在移动小车上,其升降范围可满足焊管直径从508 mm到1 422 mm变化要求,采用电动丝杠调整结构;圆心水平调整机构采用丝杠调节,可使回转测量圆心在水平方向进行调整;回转测量机构在伺服电机的驱动下,带动旋转圆盘上的测杆装置作圆周运动;喷标装置是当被测钢管椭圆度测量结果出现超标时,回转测量机构在反转过程中自动启动气、液电磁阀,依据虹吸原理,高速气流带动微量液体喷射到管壁形成白色圆点,达到椭圆度直径最小位置进行喷涂标记。
将原测长小车上减速和测长红外传感器改装在钢管椭圆度测量仪的测杆装置上,移动小车向被测钢管运动,当测长减速传感器检测到被测钢管后,移动小车减速,停止运行,完成测长工作。
椭圆度、周长及直边测量过程如图6所示。椭圆度测量仪需从零位开始,在自动测量开始前,先采用手动操作使测杆回到零位。当移动小车停止运动一定时间后(设定),回转测量机构带动测杆做逆时针(相对钢管管端)回转运动,激光测距传感器进行数据采集,当回转机构完成360°旋转并停止即完成一周的数据采集;系统经过运算得到椭圆度、周长、直边的测量结果,回转测量机构顺时针反转回到零位,在反转过程中如果测量结果出现椭圆度超标,喷标系统将在相应位置进行喷涂标记。
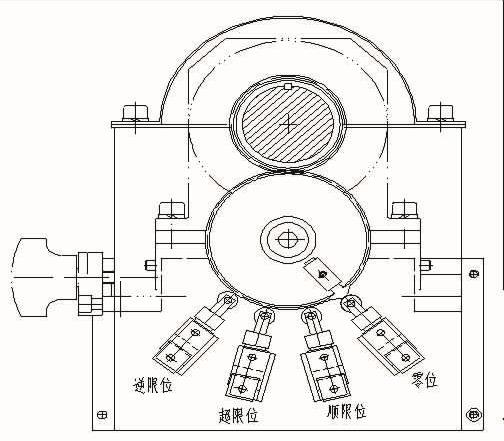
图6 椭圆度、周长及直边测量过程示意图
当确定被测钢管直径参数后,通过操作电动升降机上升或下降,带动回转测量机构上的指针指在刻度尺的相应直径高度位置,即确定了被测管径的圆心(如图7所示)。

图7 对心调整示意图
钢管椭圆度测量仪配置了钢管直径从508 mm到1 422 mm之间18个标准量块,当确定被测钢管的直径后,选定相对应的标定量块,松开安装了激光传感器端的夹持装置锁紧手柄,放入相应标定块并挤紧,再锁紧手柄并取出量块即可。
松开安装了喷嘴装置的锁紧手柄,当测杆上刻尺标记指针位置指向被测钢管直径对应尺寸位置时,锁紧手柄,即完成测杆传感器的调整工作(如图8所示)。
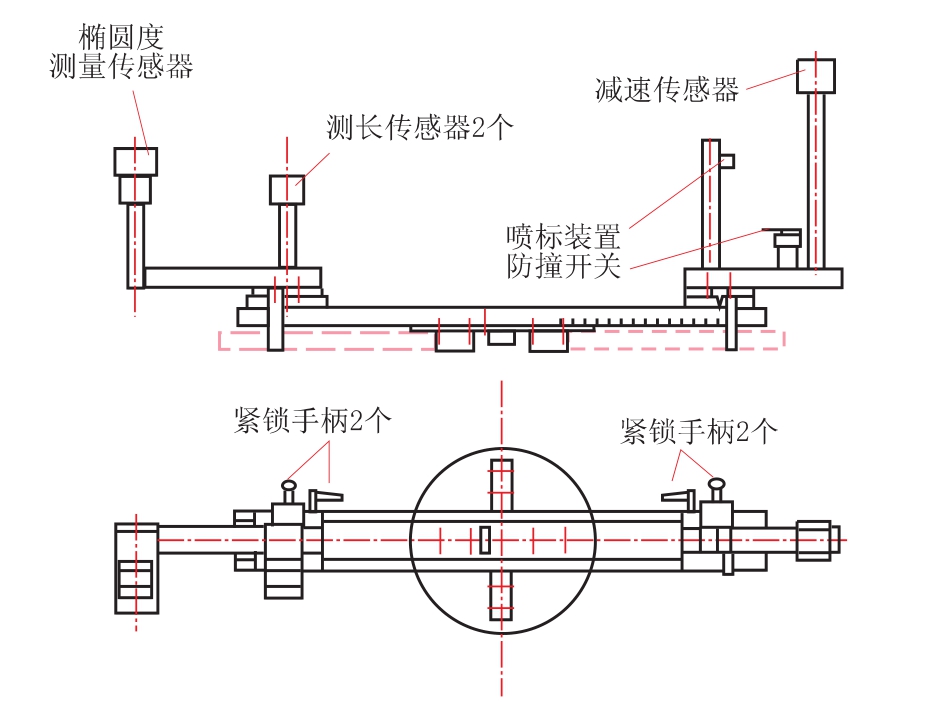
图8 喷标喷头位置调整示意图
每换一批规格的钢管,需重复上述调整测管圆心和传感器位置的工作。
(1)标定基础臂长系统采用以下两种方法:①标准环规标定方法,设备提供了一个直径为660 mm的环规,可作为标定环规;②被测钢管逆向标定,人工量取做为标定钢管A端和B端的周长,精确到0.1 mm。
(2)基础臂长标定操作步骤:①将作为标定的钢管(应为换道后的第1根钢管)或660 mm(在计量验证时才用)环规放置在称重工位;②在基础臂长标定界面,将A测量臂和B测量臂都设为0;③手动操作移动小车到达钢管测量位置;④人工测量A、B钢管两端距管端50mm处周长,做为A、B的参考周长;⑤通过单循环测量A和单循环测量B,产生A端和B端无补偿周长;⑥在参数修改界面分别输入A、B两端的无补偿周长和参考周长;⑦再次对作为标定的钢管A、B两端进行测量,查看A、B两端周长测量结果与人工量取的数值一致即标定成功,如果偏差大于0.1mm,需重新标定。
(1)使用激光传感器非接触的测量方式,测量距离满足现场使用需要,在(150±50)mm内,测量精度及稳定性高。
(2)激光传感器采集点能达到720个/圈,根据实际需要可调整采集点数量。椭圆度测量精度达到±0.1 mm,周长测量精度达到±1 mm。
(3)开发椭圆度测量软件与MES的数据接口,钢管到位后椭圆度测量设备自动获得被测钢管管号等相关信息,测量后的数据与钢管管号绑定,实现无人操作的智能化生产。
(4)测量后生成测量结果通过两种方式保存:①以数据形式显示在软件中并自动保存至数据库;②以图形形式显示在软件中并且自动上传至服务器。
(5)测量系统会在钢管超标位置自动喷印标识,明显的标示方便后续岗位检查,处理超标钢管。
(6)测量系统换道通过标准模块,换道过程简单、便捷。

图9 标准管环
设备厂家提供的Φ660 mm标准管环(如图9所示)需经国家计量部门对其直径、周长及椭圆度参数进行计量认证,才可作为标准量具使用。
椭圆度测量仪对标准环进行10次重复精度测试,并对测量结果进行分析。A端标准环测量界面如图10(a)所示,B端标准环测量界面如图10(b)所示,标准环测量结果见表1。
由表1可以看出,椭圆度≤±0.1 mm,周长≤±0.1 mm,椭圆度测量仪对标准环的测量精度达到技术要求。
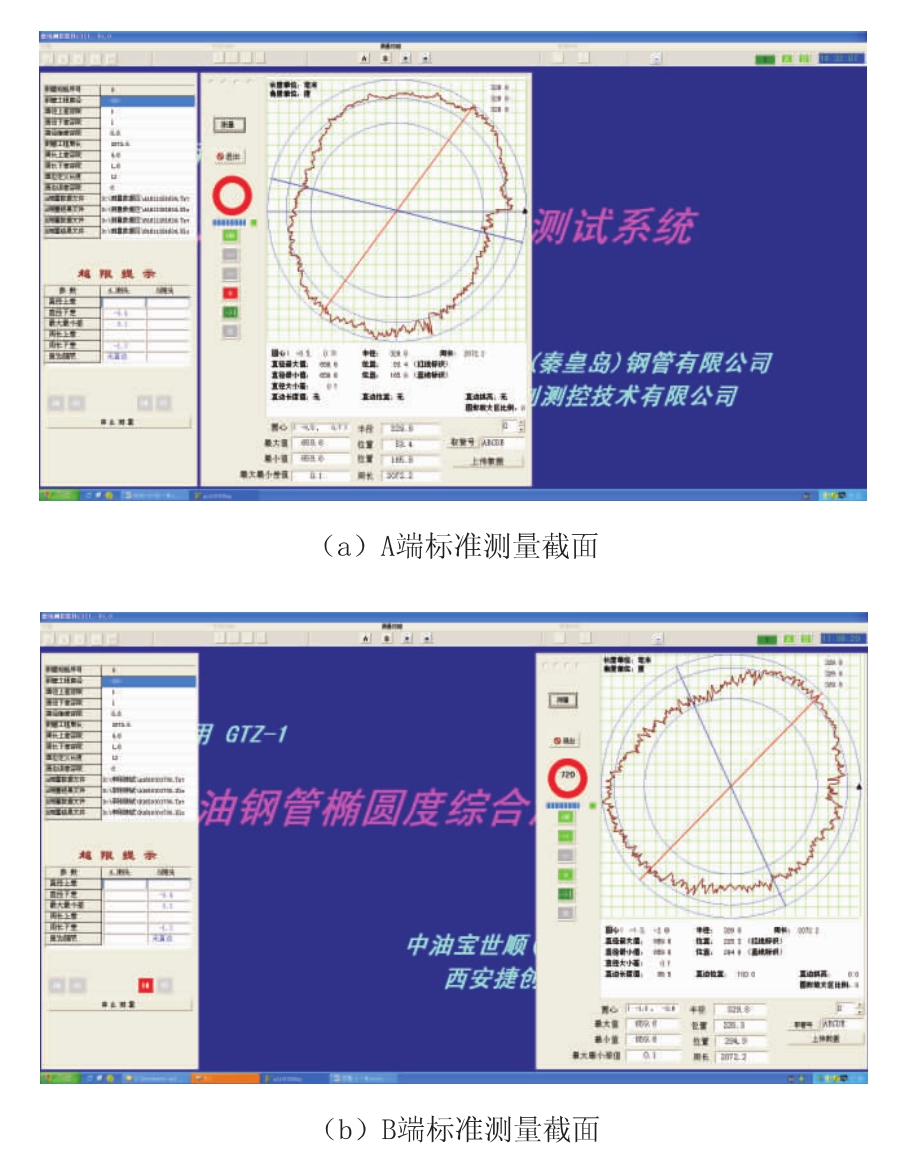
图10 标准环测量界面
表1 标准环测量结果

椭圆度测量仪对直径508 mm钢管进行了10次重复精度测试,并对测量结果进行了分析。直径508 mm钢管的测量界面如图11所示,测量结果见表2。
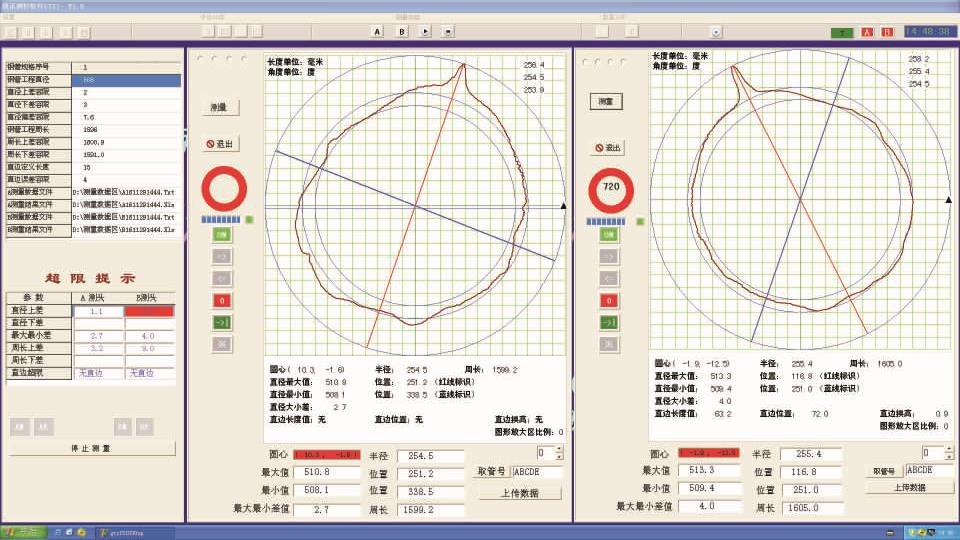
图11 直径508 mm钢管的测量界面
表2 直径508 mm钢管测量结果
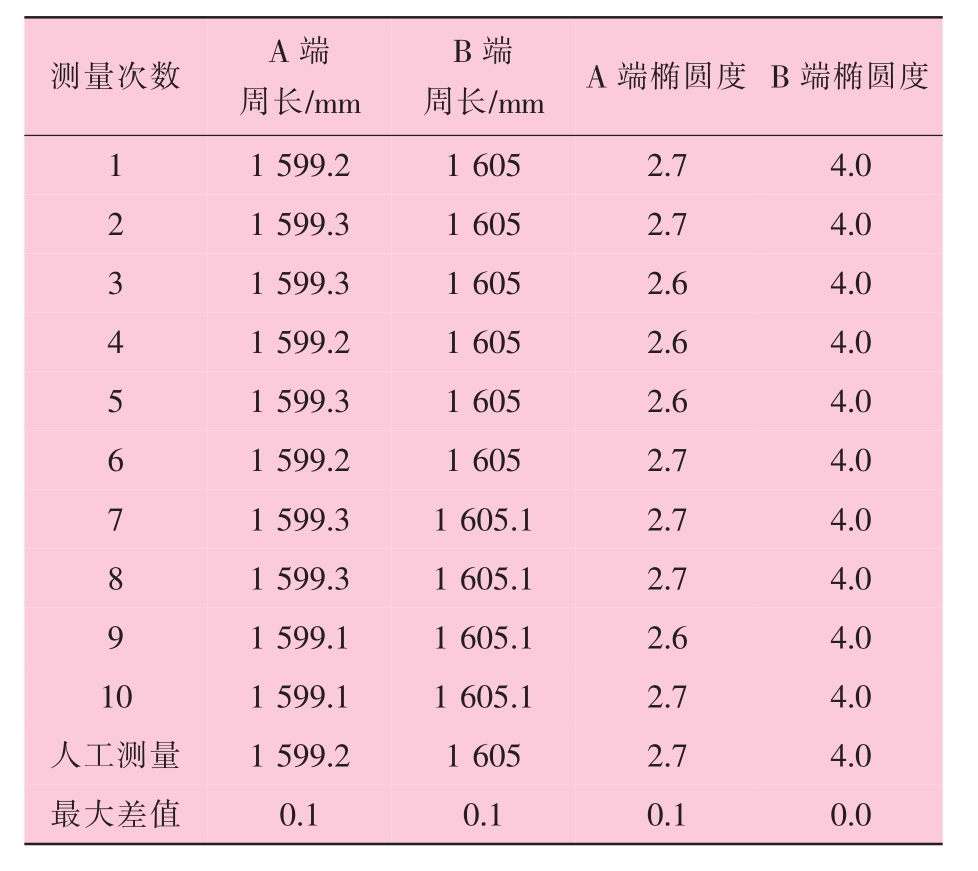
从表2可以看出,对直径508 mm钢管10次重复测量,A、B两端钢管椭圆度测量重复精度≤±0.1 mm,周长测量重复精度≤±0.1 mm。椭圆度测量值与人工测量值有所偏差,分析原因是仪器测量外圈,直径最大值测量在外焊缝上,人工测量内圈,测量点不同。
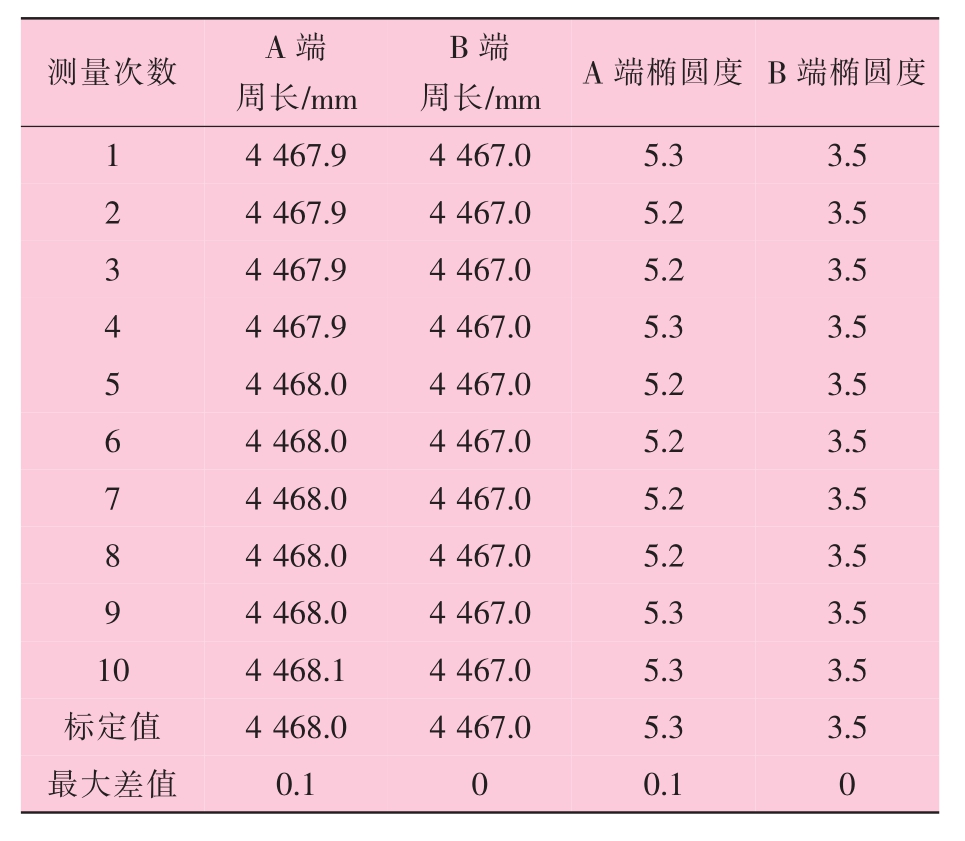
椭圆度测量仪对直径1 422 mm钢管进行了10次重复精度测试,并对这10次测量的测量结果进行了对比分析。直径1 422 mm钢管的测量界面如图12所示,测量结果见表3。
通过表3可以看出,对直径1 422 mm钢管进行10次重复测量,A、B两端钢管椭圆度测量重复精度与直径508 mm钢管椭圆度重复测量精度相当,均为椭圆度重复测量精度≤±0.1 mm;其周长测量重复精度也与直径508 mm钢管相当,均为周长测量重复精度≤±0.1 mm。
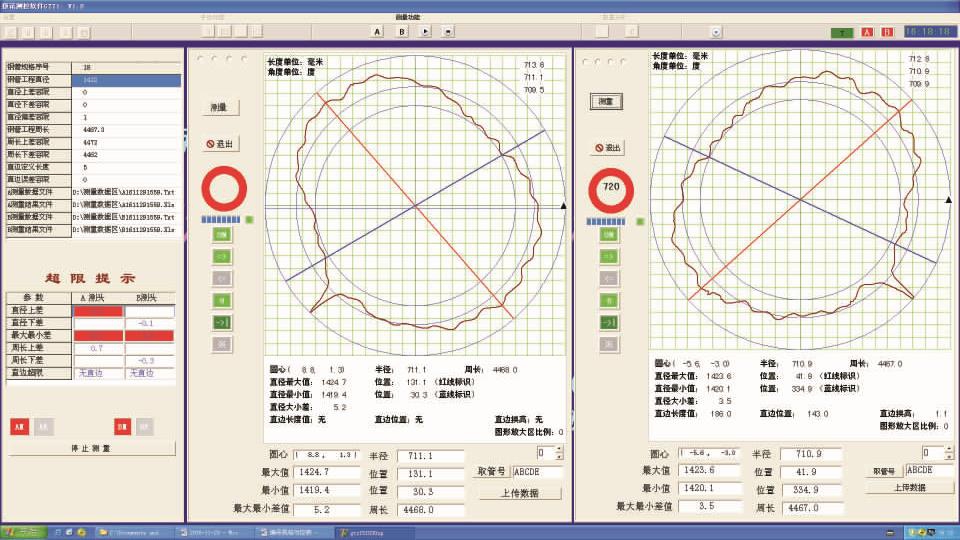
图12 直径1 422 mm钢管的测量界面
表3 直径1 422 mm钢管测量结果
钢管椭圆度测量仪经近3年的调研、设计、制造、安装调试和2年的现场试运行,验收后其测量精度达到了技术指标的要求,设备功能齐全,运行稳定可靠,满足工厂使用精度要求,并且易于维护保养。
目前,设备共测钢管26000根以上,设备运行平稳,测量精度、工作效率、运行的稳定性达到了预期的目标。工作人员熟练掌握设备操作、维护保养、设备换道、换道后软件标定等操作,满足生产时测量需要。测量数据保存在MES数据库中,可针对管线、规格、任意时间段生产的钢管数据进行实时汇总和分析。
钢管椭圆度自动测量仪在生产过程中无需人为干预,整个测量过程自动完成,大大减少员工的工作量,在提高测量精度的同时保证了准确率和生产效率,节省售后服务费用,提高了产品质量。
测量数据及时上传至MES服务器,可以通过MES对批量数据进行储存、管理和分析,及时调整生产工艺,提高钢管的生产质量。新的设备应用后降低了工厂管理成本,提高了管理水平。
参考文献:
[1]徐刚,边晋,葛玉红,等.JCOE焊管扩径后椭圆度的控制与改进[J].焊管,2015,38(7):38-43.
[2]张九菊,段梦兰,马建敏,等.基于深海卷管铺设的海管椭圆度分析[J].应用数学和力学,2013,34(6):553-563.
[3]汪超,武占芳,金博,等.JCOE焊管椭圆度和管径误差的控制[J].焊管,2012,35(9):69-73.
[4]尹传发.高压弯管制作对椭圆度及外侧壁厚减薄量的控制[J].石油化工建设,2007,29(4):63-66.
[5]贾君贤.光栅传感器及在轮毂椭圆度测量中的应用[J].科技信息,2007(25):66.
[6]黄如昌.基于LabVIEW回转窑筒体椭圆度测量系统[D].武汉:武汉理工大学,2009.
[7]张云,黄如昌.基于Labview软件的回转窑筒体椭圆度测量仪[J].水泥工程,2009(1):50-52.
[8]黄雄飞.基于激光测距钢管椭圆度测量仪的研制[J].焊管,2015,38(3):48-51.
[9]赵铁钧,张国玉,李成志.激光扫描钢材椭圆度误差在线检测系统研究[J].测试技术学报,1994,8(1):15-18.
[10]武新军,康宜华,吴义峰,等.连续油管椭圆度在线磁性检测原理与方法[J].石油矿场机械,2001,30(6):12-14.
[11]王树人,殷立洪.螺旋焊管椭圆度的测量与分析[J].焊管,2006,29(6):45-46.
[12]王飞,杜保存,王国伟.椭圆度对直埋供热弯头应力的影响[J].太原理工大学学报,2012,43(1):83-85.
[13]倪骁骅,王海南.一种基于微机的椭圆度测量方法[J].盐城工学院学报,1999,12(1):17-19.
[14]许晔,吴瑞珉,金成国,等.直缝焊管管端直径及椭圆度的检测方法[J].物理测试,2010,28(2):48-51.
Design and Application of Ellipticity Measuring Instrument for Straight Seam Steel Pipe
GAO Cailu1,ZAHNG Yanmei2,LI Gang2,LI Hongchen2,YANG Chaoxiong2
(1.Qinhuangdao Hefeng equipment Co.,Ltd.,Qinhuangdao 066206,Hebei,China;2.Zhongyou BSS(Qinhuangdao)Petroleum Steel Pipe Co.,Ltd.,Qinhuangdao 066206,Hebei,China)
Abstract:In order to improve the measurement accuracy and degree of automation of steel pipe ellipticity,based on measure-distance laser sensor and center of a circle algorithm of least square method,combined with steel pipe information sharing and saving,analyzing and other functions of measured data,an automatic ellipticity measuring instrument for straight seam steel pipe was developed.The measuring instrument was installed on the upgraded weighting and measuring equipment,it retained the original function and added functions of measuring ellipticity,perimeter and straight flange,it had reasonable function design and simplified structure for stable operation and convenient maintenance.The lane-changing way was convenient,which could better meet the measurement requirement in the practical production.
Key words:steel pipe;ellipticity;measure-distance laser;design
中图分类号:TE973.6
文献标志码:B
DOI:10.19291/j.cnki.1001-3938.2018.03.007
作者简介:高财禄(1982—),男,硕士,机械工程师,主要从事机械设计和制造方面的工作。
收稿日期:2017-12-12
编辑:李红丽